STAINLESS STEEL SHOTGUN IS R&D START-UP'S FIRST PROJECT
Clay shooting is a popular global activity as well as being one of the 42 Olympic disciplines and as in any sport, the quality of the equipment is paramount. One enthusiast who is determined to manufacture a range of affordable yet high-quality shotguns to bring them within the financial reach of a wider market is Christopher Iaciofano, who set up RIMD in Fleet Marsden, near Aylesbury in January 2021.
To produce the metal parts for the guns, he has installed a Hurco 5-axis CNC machining centre and a Dean Smith and Grace (DSG) 6.5-tonne manual lathe specially adapted in-house to enable highly accurate deep hole drilling of barrels. The first gun will be marketed as the 'Chiltern' later this year through an established manufacturer of traditional hand-crafted shotguns.
 Stainless steel shotgun parts machined on Hurco
Stainless steel shotgun parts machined on HurcoThe rationale for establishing the venture was Mr Iaciofano's identification of a gap in the engineering marketplace for a company capable of undertaking the functions needed to launch a new product - research, innovation, manufacturing and development (RIMD). The company is able to remove some or all of these elements from a customer's activities and inject a high level of expertise to achieve a superior end product and accelerate time to market. There is a special focus on R&D, which is generally the first area to be neglected in favour of day-to-day activities.
Having gained a BSc in mechanical engineering at Bournemouth University, Mr Iaciofano subsequently worked in the oil and gas sector. He was responsible for designing and manufacturing chemical injection equipment capable of withstanding pressures up to 3,000 bar utilising a diverse range of exotic materials, which he became expert in machining.
With that knowledge and having an antipathy towards the mild steel parts on his own shotgun rusting, he decided to design and construct a new version from a special blend of PH17-4 hardened stainless steel. It is particularly difficult to machine, as it is a sticky material requiring very sharp cutters yet has a hardness of 38 HRc and above, which tends to wear them quickly. To make matters worse, small drills are involved in the production as well as milling cutters down to 0.6 mm in diameter.
Hurco offers two main styles of integrated 5-axis vertical machining centre (VMC), one with a swivelling trunnion supporting a rotary table and the other with a B-axis spindle and a horizontal rotary table. Neither design was suitable for RIMD, as it would have been impossible to mill the outside of the one-piece shotgun barrel from a 76 mm diameter, 900 mm long billet without buying an excessively large machine.
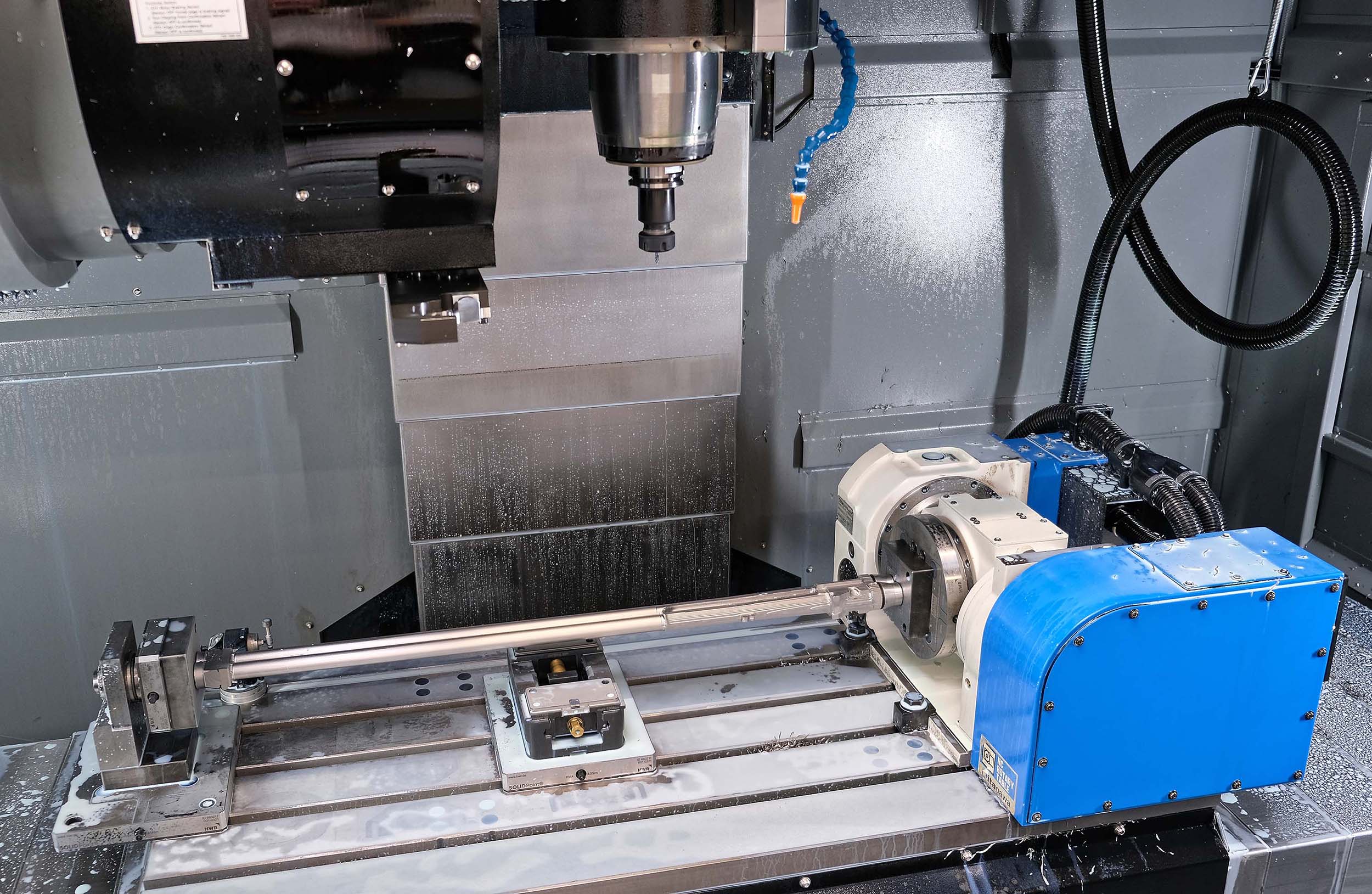 Hurco 3-Axis machining centre with 2-axis Kitagawa table
Hurco 3-Axis machining centre with 2-axis Kitagawa tableThe answer was to purchase a Hurco
VMX42HSi 3-axis VMC equipped with a Kitagawa 2-axis compound rotary table positioned at the far right hand side of the machining area. The latter enables the 900 mm barrel billet, which has already had the two bores roughed and finished on the DSG, to be fixtured by picking up on the bores and rotated. The entire outside can then be milled along its length using the VMC's one-metre X-axis. In the process, the barrel is reduced to about 1.2 mm wall thickness and 1.4 kg, just five percent of the original billet weight of 28 kg.

The machine is equipped with an 18,000 rpm spindle, so very high surface finish is achieved. Linear scales provide ultra-precise feedback of the orthogonal axis positions to the control. The table additionally feeds its rotary positions back to the proprietary Hurco WinMax CNC, which is capable of controlling all five axis motions simultaneously. Many such programs are employed in the production of components for the Chiltern gun, all of which come off the Hurco in one operation to within 5 microns dimensional accuracy on all critical features.
Most of the remaining cycles are 3+2, with the rotary axes positioned and clamped to present the part to the spindle in convenient orientations to maximise machining efficiency. All programming is carried out using either SolidCAM or GibbsCAM rather than directly at the WinMax control, although the latter conversational software remains a convenient option for future projects.
Mr Iaciofano concluded, "Our immediate business plan is to complete the shotgun venture through to series production and take on another couple of projects. They will be either cradle-to-grave development of a new product of our own design, or manufacturing support for a third party's project to relieve them of some of the work.
"It is also a target to be able to take on smaller projects from individuals with great ideas but without the means to bring them to market, and to offer free development and manufacturing for a share of the company. Our intention is to more than double our factory space to 4,500 sq ft by expanding into an adjacent factory unit."


